喷丸强化对于磨料的要求:
形状
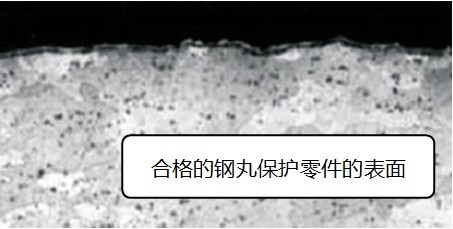
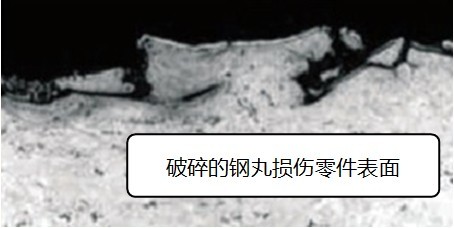
强化用的磨料应该是圆形的,如果使用过程中磨料破碎了,就必须被分离出去。因为破碎的钢丸(特别是铸钢丸)带有锋利的边角,容易损伤零件的表面,通常使用螺旋分离器来实现磨料的筛选。
|
|
尺寸
强化用的磨料尺寸必须保持一致性,破碎或者磨小的钢丸必须分离出去。因为磨料尺寸减小,喷丸强度就会降低。在设备上,通常使用震动筛选器来实现磨料尺寸的筛选。
硬度
小贴士
磨料硬度的选用对于喷丸强化工艺有着巨大的意义。
对于汽车领域,零件如齿轮、弹簧、离合器摩擦片,都是经过热处理渗碳的,表面硬度非常高。所以选用的钢丸硬度也必须很高。
例如:
|
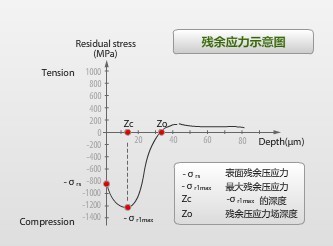
使用硬度为HRC45-50钢丸喷丸强化,最大压应力可深入到表层下 |
|
江苏圣世久浩材料科技有限公司 版权所有  苏ICP备2024093085号-1 网站地图 苏州文旦设计制作
苏ICP备2024093085号-1 网站地图 苏州文旦设计制作



